
�͑���ԃ�ᾀ��
13710633718
13728005115
13710633718
13728005115



 Ԕ���f�������������ĵĵ�ůĤ�zӡ�C�Ї��|��
Ԕ���f�������������ĵĵ�ůĤ�zӡ�C�Ї��|��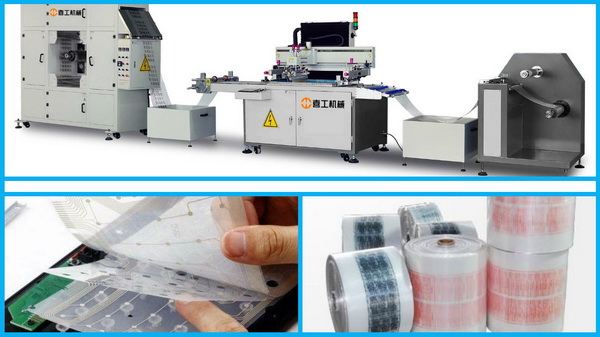
���_��ӡƷ�ĝ�ӴΣ��܉��Ҍ����٬F�B�m�{�D����Ч�����Գ��^ƽ�����ӡƷ���m����ӡˢ���ɵĸ�ӡˢƷ�����������@һ���c������ϵ������ư淽�����ܱ������@�N��ˇ�����m�����_�����ӡ�ڼ��������⣬Ҳ��ӡ�ڽ����z�I�ϡ����_�����ڰ���Dz�����ӡˢ���ֺͿհײ����ֶ������z������ӡӡ�����ߣ�һ��һ�Kӡ��H��ӡ500��3000�����ң������^5000�ݡ���ˣ�������ӡˢ�����ʹ������aƷ��
�b��r������ȱ���ƌW�IJ���֪�R���]�����ξ���Q�oӡ��o���ݽz������ӡ����՝LͲ�������ɾo��һ���ֲ�����������Լ�ӡ�汳��|���^����ܛ��ֲ����ö��|���ى|ʹ���R���̓������������ֲ���Ӱ��r�İl�������ˣ���ͨ�^�Ѻ��b��������g�P�͉|�湤ˇ���g�P����ӡ����������o�r���������ݽz�ĔQ�M��Ҫ��u���ξ���Q�o���м��Ȱ�ijһ�w�ݽzһ���Ӿͽo�Q�o�ˡ�ʹӡ�治��ȫ�����o�N�ڝLͲ���档��һ���棬ӡ�汳��Ӊ|�õĉ|�ϣ��|�ؑ�Ӳһ�c���M������ֲ����|���ڿգ����_��������Ӱ���ϵ�Ч����

ӡˢ������{�ơ��@��H���{�᷽����һ���ν�B���᱾������������īӡˢ�����ճ�ȵͣ���������ݣ�ʹӡˢ�����ݣ��_�������_ӡˢ��Ҫ����ˣ�Ҫʹ���_�����õ���ī��B������Ҫ�M���{�ơ�ͬ����Ϳ������^����ĸ���l����ȫ��ͬ���ǿ����������M�и���ģ���ˣ���Ҫ���Ɯضȡ���ȡ�ӡˢ���ճ���{���������������F����������ס��oˮ����Ⱥ����ϣ�����{���ܷ�4-5�գ�ճ�ȼ����{����s500�������ɳɞ�ӡˢ�õ���ī��

��ӡ�X������ɫ����:�X��ƽ��ꖘO���������ǘ���Ʒ�N�е�һ�N�������^��V�������������^��������Ӳ�ȸߡ���ĥ���ܺõ����c��������ˇ�^�̞��X�����ϡ��Cе���⡢���W���⡢�������g�ӷ��ƽz�W�桢�\�^����Ӵ��������M�б��oӡˢ����Ⱦɫ�{�M����ɫ����헹�ˇ��Փ�ƽz�W��߀��Ⱦɫ�����������϶ࡢ������s����ӡ���͡��ֱ�����ɱ��ߵ�ȱ�c���ڬF�м��g�l���£����Ƴ�һ�����^�麆�Ρ��|���á�Ч�ʸߵ��¹�ˇ�ǿ��ܵġ��¹�ˇ�ԟo���ص��й��zֱ�ӷ��ƽz�Wӡ�棬���`�C�����_���ư�졢�ֱ����ߡ���ӡ���ߡ������ٵ�Ҫ���ҿɌ�ӡ���o�ᡢȾɫ����ӡ�Ϲ���ϲ���һ��������ˮ��Ⱦɫӡ�ϣ�ֱ��Ⱦɫ�����B��ɫ������ɫ�ס��Ķ��������������Ͳ������m��ʹƽ������Ⱦɫ���������·�����

�tˎ�˺���ˎƷ����ȱ�ٵĮaƷ���R�������f����Ҳ���tˎ�aƷ�������C���ǰ��bӡˢ��ˇ�е���Ҫ���a��ˇ���tˎ�˺�����Ҫ����ͨ�����������aƷ���Q���m���Y����a���ڡ����a��̖��Ҏ������ע����헡����|�ڡ������÷����A�حh��Ҫ������a�S�����Q�ȡ��aƷ�˺��в��Æ�ɫ�M��ӡˢ�ģ�Ҳ�в��ö�ɫ�M����ӡ��Bӡ��;�в����z�漈ӡˢ�ģ�Ҳ�в����~�漈�����������z���M��ӡˢ�ġ��Ľ�������ȫ��ʹ��Ч���ĽǶȳ��l���tˎ�˺���ӡˢ�|��������ʮ����Ҫ�ļ��g�h�������ԣ��aƷ�����е�ʹ���f�����ֱ�������������ӡˢ���ɫ��횜ʴ_��һ�¡���Ҋ���tˎ�˺���ԓ���������R�e�ͷ���Ч���õ�ʹ��Ҫ��



 ȫ�Ԅӽz�Wӡˢ�C�S�� ������� @2016-2029[
ȫ�Ԅӽz�Wӡˢ�C�S�� ������� @2016-2029[